CASE STUDY
Power Station Boiler | Sagging Economizer Tubes
| PLANT LOCATION | Asia |
| FACILITY DESCRIPTION | Sub Critical Utility Boiler |
| BOILER TYPE | Forced Circulation |
| BOILER CAPACITY | 350 [MW] – Power Generation |
| STEAM CONDITIONS | HP: 2400 [psi] @ 520 [°C] |
Conditions:
The economizer tubes on a 2400 [psi] subcritical coal fired power station boiler were subject to an annual inspection which revealed that the tubes had sagged. This suggested that they had been exposed to excessive operating temperatures. The power station produced 350 MW of electricity and operated on a tight production schedule. Because the economizer tubes formed part of the reheater support system and further tube sagging could damage the reheater elements and shut the plant down for an extended period, this issue required immediate action.
Design Boiler was engaged to undertake an investigation to determine the likely cause of the problem. Our engineer travelled to site and collected relevant operating data along with boiler details relating to the economizer and reheater support system. A computer model was configured to simulate the performance of the economizer. Multiple operational scenarios were evaluated to determine any obvious design defects which could have caused the tubes to sag. None could be identified.
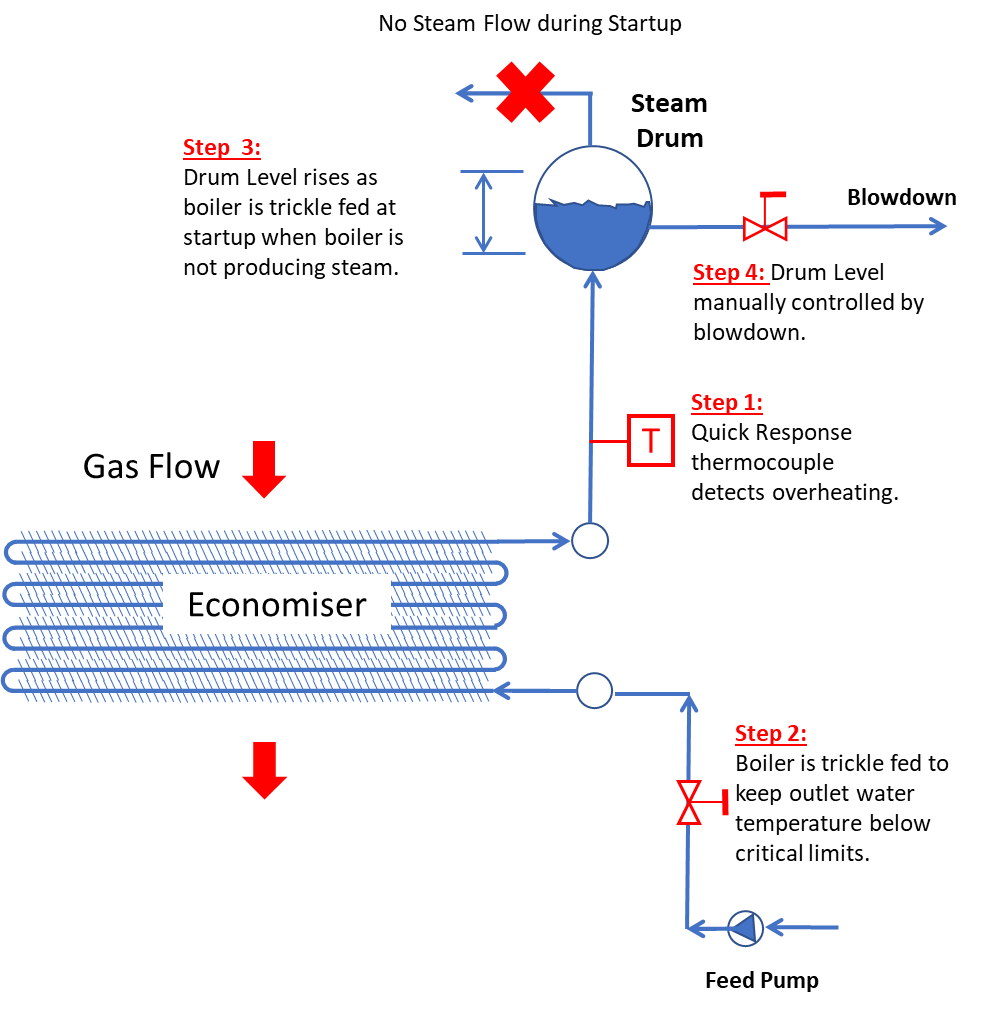
However, it is known that economizers fitted to water tube boilers are potentially vulnerable to overheating at startup. In normal operation the heat in the combustion flue gases is still recovered by the economizer heating surface but at start-up the feedwater flow is relatively stagnated because the boiler is not producing steam, and consequently, the feedwater flow is unable to remove this heat. Left unchecked a substantial proportion of the feedwater within the economizer will quickly boil off inside the economizer leaving the tubes dry and vulnerable to overheating.
In large high-pressure boilers, the problem is compounded by the fact that they are less able to recover low grade heat due to their higher saturation temperature. Consequently they have a greater reliance on airheaters and economizers to recover this low grade heat. This is explained in the graph and additional comments below;
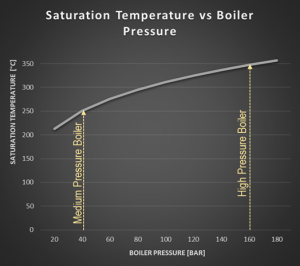
- High pressure boilers operate at higher saturation temperature than lower pressure boilers. This limits the amount of heat recovered from flue gases by evaporative heating surfaces because the higher saturated temperature reduces the driving temperature difference needed for heat transfer. The adjacent graph demonstrates this concept.
- Also, a higher saturation temperature means that more heat is required to raise the feedwater to saturation conditions.
The net effect of these two factors is that high pressure boilers have a larger proportion of economizer heating surface per unit mass [tonnes/hr or lbm/hr] of boiler evaporation and are more vulnerable to overheating at start up than an industrial boiler.
Boiler manufacturers incorporate several strategies to address this problem. The most effective option involves the use of a recirculation pump that is utilized during the startup period to recycle water between the steam drum and the economizer inlet. Other methods include the strategic installation of non-return valves between the steam drum and economizer inlet which enable a natural thermo-siphon circulation process to form in situations where a density difference is generated if the economizer water begins to boil as a result of flow stagnation.
For this reason, the operation of the boiler during this critical start up stage was investigated further. The review of startup operating procedures identified that the likely root cause of the problem was inadequate feedwater flow through the economizer during startup. Revised instructions were formulated and the operators were provided with additional training. The implementation of these strategies permanently addressed the problem.
Many problems encountered with boiler plant can be complex and difficult to resolve. A combination of boiler performance modelling with purpose developed boiler software in conjunction with site performance testing and expert observation can often provide a cost effective method that not only solves difficult boiler problems but is able to evaluate the best fix options and produce an optimum solution that is not always expensive to implement