CASE STUDY
Marine Boiler | Persistent Internal Corrosion in High Pressure Boiler
| PLANT LOCATION | Asia |
| FACILITY DESCRIPTION | Offshore – FPSO |
| BOILER TYPE | Bi Drum – Watertube |
| BOILER CAPACITY | 110 [TPH] |
| STEAM CONDITIONS | 65 [Bar] @ 510[°C] |
Conditions:
A relatively new high pressure boiler was installed on the deck of an oil tanker that had been recently converted to a Floating Production Storage & Offloading [FPSO] facility. The 110 [TPH] boiler operated at around 65 [Bar] and produced 510 [°C] superheated steam. Shortly after its 12 month warranty period had elapsed, and following a statutory boiler inspection, significant corrosion damage throughout the entire boiler was discovered. The extent of the damage required the boiler to be subject to an urgent re-tube before the marine certifying authority would allow it to return to service. The boiler manufacturer was consulted and after investigating the problem concluded that the corrosion was due to ineffective oxygen control in the feedwater. The boiler was re-tubed by the boiler manufacturer at the cost of the owner and returned to service, but within a short period of time the corrosion damage reemerged.
Design Boiler was engaged to investigate. A DB boiler specialist was mobilized to the offshore facility to carry out a thorough inspection of the boiler and auxiliary equipment. He found a number of concerning issues which had apparently been overlooked by the boiler manufacturer. An initial inspection of the corrosion material indicated that it was hematite due to its tell-tale red color.
The internal surfaces of boilers are typically protected from internal corrosion by a coating of a durable form of iron oxide called magnetite. Although Magnetite will naturally form within the boiler if its water treatment is properly managed, it is normal practice for reputable boiler manufacturers to establish a base magnetite coating by subjecting the boiler to a chemical process (known as a ‘boil out’) just before handing the boiler over to the owner. The abundance of hematite within the boiler indicated that the boiler had not be subject to this process either after its original manufacture or after retubing.
Although Magnetite will naturally form within the boiler if its water treatment is properly managed, it is normal practice for reputable boiler manufacturers to establish a base magnetite coating by subjecting the boiler to a chemical process (known as a ‘boil out’) just before handing the boiler over to the owner. The abundance of hematite within the boiler indicated that the boiler had not be subject to this process either after its original manufacture or after retubing.
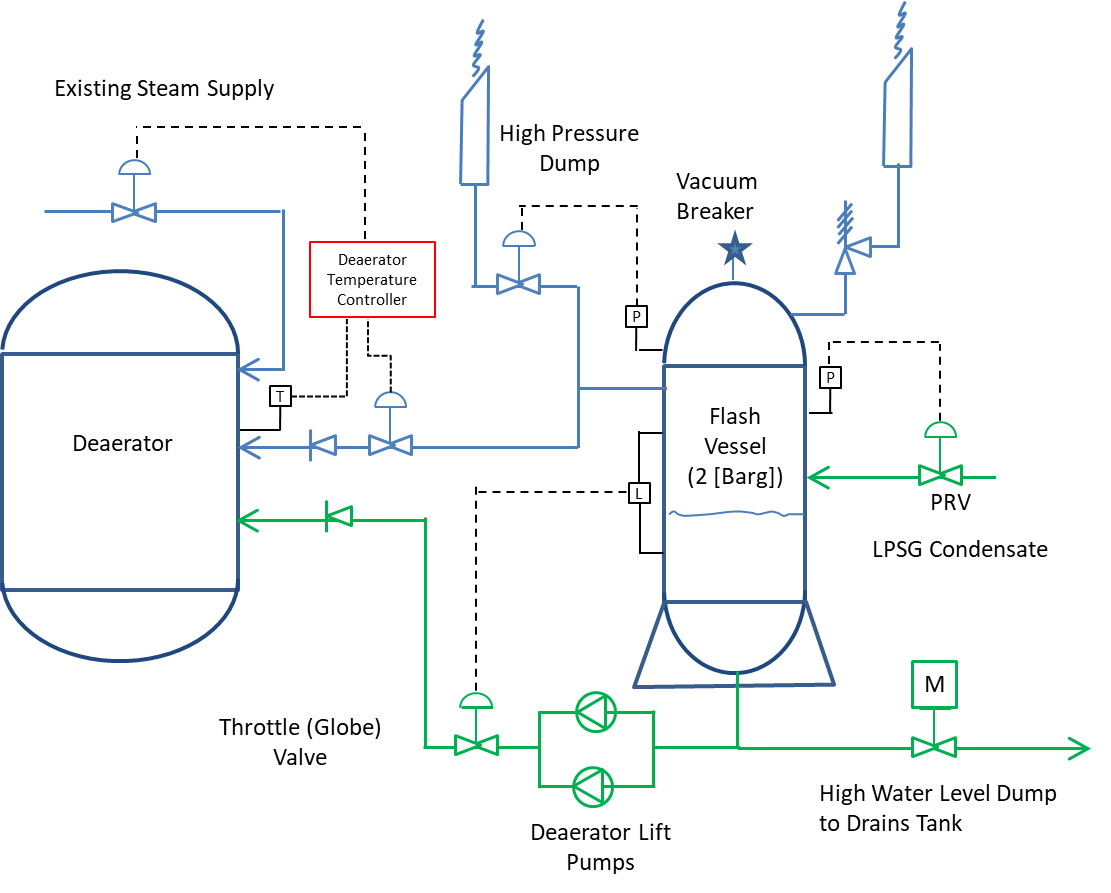
It was also noted that the existing LP steam system had been retained after the tanker’s FPSO conversion. It had been incorporated into the FPSO’s condensate heat recovery system and used to supply steam for the new deaerator which in turn provided feedwater to the new boiler. Whilst the existing LP steam system was more than adequate for the original oil tanker’s purposes, a subsequent heat balance analysis identified a major defect with the converted system. It had insufficient capacity to cool returning condensate streams to below the deaerator saturation temperature. As a result, return condensate flashed across the spring-loaded deaerator spray valve. This had several negative effects on the operation of the deaerator:
- It limited the amount of condensate that could be returned to the deaerator by choking the returning condensate flow at the spray valve.
- The additional oxygen rich makeup water that was required to address the return condensate shortfalls overloaded the deaerator’s oxygen extraction capacity.
- The constant hammering action within the spray valve induced by the flashing condensate quickly destroyed the valve spring. Without a serviceable spring the spray valve was unable to convert the returning condensate and makeup into the spray stream needed for effective oxygen removal.
As a result, the deaerator’s ability to extract oxygen from the feedwater was significantly impaired. Excessive oxygen carried over into the boiler via the feedwater causing substantial corrosion damage throughout the boiler which was contributed to by the fact that the boiler had not being subject to a ‘boil out’ before it was handed over to the owner.